
 数控车工论文梯形螺纹加工.doc
数控车工论文梯形螺纹加工.doc
《数控车工论文梯形螺纹加工.doc》由会员分享,可在线阅读,更多相关《数控车工论文梯形螺纹加工.doc(17页珍藏版)》请在课桌文档上搜索。
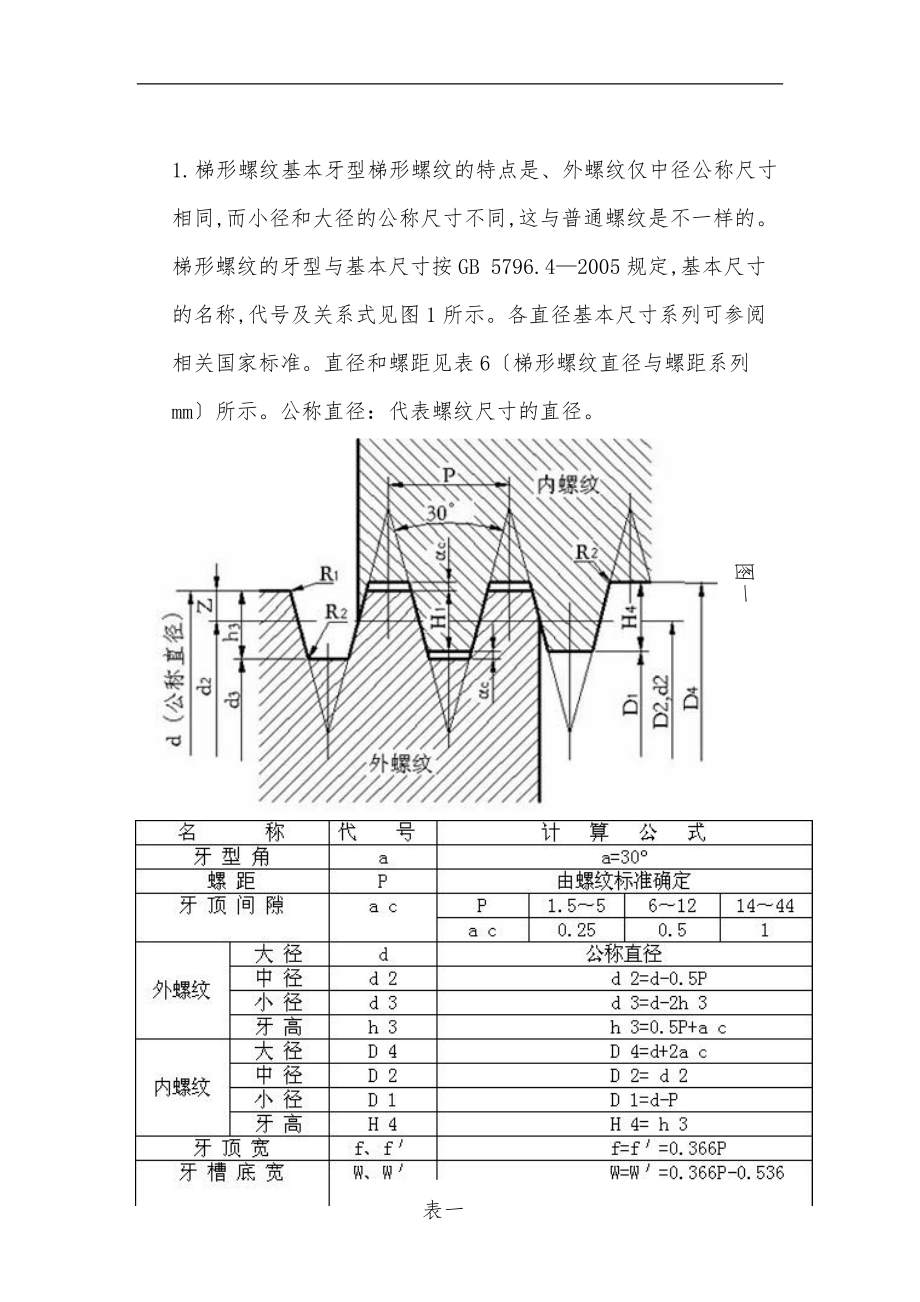
1、摘要:在机床制造业中,梯形螺纹丝杠和螺母的应用较为广泛,它不仅用来传递一般的运动和动力,而且还要精确地传递位移,如车床的尾座、各种机床的进给机构、千斤顶、压力机等等。梯形螺纹具有传动效率高、传动平稳可靠和加工方便等优点,且能够满足传动螺纹的使用要求。梯形螺纹联接属间隙配合性质,在中径、大径、小径处都有一定的保证间隙,用以储存润滑油。米制普通螺纹牙型是三角形,牙型角度为60度;米制梯形螺纹牙型为等腰梯形,角度为30度。普通螺纹只是起到连接紧固作用,梯形螺纹主要用于传动和位置调整装置中。关键词:梯形螺纹、配合、分析、加工图一表一1. 梯形螺纹基本牙型梯形螺纹的特点是、外螺纹仅中径公称尺寸相同,而小
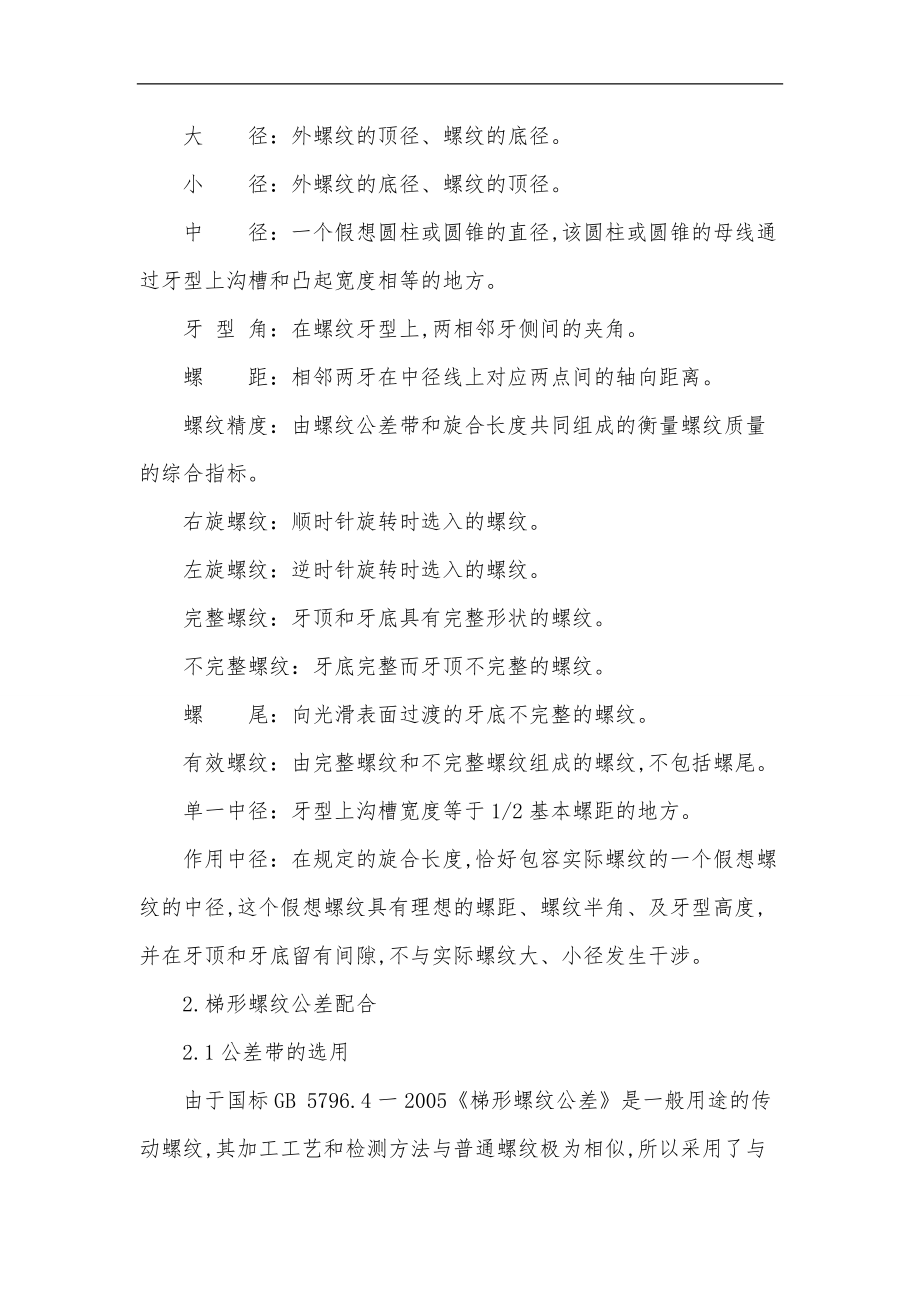
2、径和大径的公称尺寸不同,这与普通螺纹是不一样的。梯形螺纹的牙型与基本尺寸按GB5796.42005规定,基本尺寸的名称,代号及关系式见图1所示。各直径基本尺寸系列可参阅相关国家标准。直径和螺距见表6梯形螺纹直径与螺距系列 mm所示。公称直径:代表螺纹尺寸的直径。大 径:外螺纹的顶径、螺纹的底径。小 径:外螺纹的底径、螺纹的顶径。中 径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。牙 型 角:在螺纹牙型上,两相邻牙侧间的夹角。螺 距:相邻两牙在中径线上对应两点间的轴向距离。螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。右旋螺纹:顺时针旋转时
3、选入的螺纹。左旋螺纹:逆时针旋转时选入的螺纹。完整螺纹:牙顶和牙底具有完整形状的螺纹。不完整螺纹:牙底完整而牙顶不完整的螺纹。螺 尾:向光滑表面过渡的牙底不完整的螺纹。有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。作用中径:在规定的旋合长度,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。2.梯形螺纹公差配合2.1公差带的选用由于国标GB5796.4一2005梯形螺纹公差是一般用途的传动螺纹,其加工工艺和检测方法与普通螺纹极为相似,所以采用了
4、与普通螺纹相同的公差原则。为此,普通螺纹中有关的牙型公差带、作用中径、判断原则、公差结构等概念和原则均适用于梯形螺纹。梯形螺纹精度由旋合长度和公差带共同构成,据此梯形螺纹精度分有中等和粗糙两个精度级别,见表2及表3。由于标准对螺纹小径D1和外螺纹大径d都只规定了一种公差带4H,4h,外螺纹小径公差带位置只有h而公差等级数与外螺纹中径组合的公差等级数相同,故梯形螺纹公差带的选择是指中径公差带的选择。选择梯形螺纹公差带时,通常选中等精度级和中等旋合长度,只有当要求不高时,才选粗糙精度级。当有强度、平稳性要求时,可选长旋合长度。一般情况下,应选表7-9及表7-10规定的选用公差带。2.2如何减少误差
5、外梯形螺纹配合是由螺纹的中径尺寸来确定的,螺纹在加工过程中,不可避免地产生加工误差,对螺纹结合的互换性造成影响。就螺纹中径而言,若外螺纹的中径比螺纹的中径大,、外螺纹将因干涉而无法旋合从而影响螺纹的可旋合性;若外螺纹的中径与螺纹的中径相比太小,会使螺纹配合过松,降低螺纹连接的可靠性。若要外梯形螺纹达到较高的配合精度,加工时应注意以下几点:1、梯形螺纹的中径必须与基准轴径同轴。2、梯形螺纹的配合以中径定心,车削梯形螺纹时须保证中径尺寸公差。3、梯形螺纹的牙型要正确。4、梯形螺纹牙型两侧面的表面粗糙值要小。5、外螺纹公称直径取下偏差,螺纹公称直径取上偏差。6、加工时要保证外梯形螺纹的同轴度,需用百
6、分表效正。7、装刀具时要使用对刀样板,保证刀具的横切削刃与工件的轴线保持平行,刀尖略高于轴线。3.梯形螺纹的标记梯形螺纹的标记由梯形螺纹代号、公差带代号及旋合长度代号组成。梯形螺纹代号由表示梯形螺纹特征的字母Tr和表示梯形螺纹直径与螺距的数字组成,当旋合长度为长旋合长度时,应将组别代号L写在公差带代号的后面,并用隔开。外螺纹及螺纹副的标记见图二。在装配图中,梯形螺纹的公差带要分别注出外螺纹的公差带代号,前面是螺纹公差带代号,后面是外螺纹公差带代号,中间用斜线分开.标记见图三。图二图三4.梯形螺纹的测量方法1综合测量法用标准螺纹环规综合测量2三针测量法这种方法是测量外螺纹中经的一种比较精密的方法
7、。适用于测量一些精度要求较高、螺纹升角小于4的螺纹工件。测量时把三根直径相等的量针放在螺纹相对应的螺旋槽中,用千分尺量出两边量针顶点之间的距离M,如图四所示根据M值可以计算出螺纹中径的实际尺寸。图四例:车Tr326梯形螺纹,用三针测量螺纹中径,求量针直径和千分尺读数值M?量针直径 dD=0.518P=3.1mm千分尺读数值Md2+4.864dD-1.866P 29+4.8643.1-1.8666 =29+15.08-11.20 =32.88mm测量时应考虑公差,则M32.880.118mm为合格。三针测量法采用的量针一般是专门制造的。3单针测量法这种方法的特点是只需用一根量针,放置在螺旋槽中,
8、用千分尺量出螺纹大径与量针顶点之间的距离A。A=M+d/25.梯形螺纹刀具制造螺纹车刀的材料有高速钢和硬质合金两种。高速钢螺纹车刀刃磨方便、切削刃锋利、韧性好,能承受较大的切削冲击力,加工的螺纹表面粗糙度小。但它的耐热性差,不宜高速车削。硬质合金螺纹车刀的硬度高、耐磨性好、耐高温,但抗冲击能力差。数控车床一般选用硬质合金可转位车刀。5.1梯形螺纹车刀的选择梯形螺纹通常采用低速车削,一般选用高速钢材料。(1) 高速钢梯形螺纹粗车刀为了便于左右切削并留有精车余量,刀头宽度应小于槽底宽W。2高速钢梯形螺纹精车刀车刀纵向前角p=0,两测切削刃之间的夹角等于牙型角。为了保证两测切削刃切削顺利,都磨有较大


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 车工 论文 梯形 螺纹 加工
 课桌文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
课桌文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 第9章 螺纹结合的精度设计与检测.ppt第9章 螺纹结合的精度设计与检测.ppt
第5章螺纹联接和螺旋传动机械设计课件1.ppt第5章螺纹联接和螺旋传动机械设计课件1.ppt
《机械基础教案》(劳人版第六版).docx《机械基础教案》(劳人版第六版).docx
机械原理与机械设计第十四章螺纹连接.ppt机械原理与机械设计第十四章螺纹连接.ppt
各种管螺纹区分以及尺寸表.docx各种管螺纹区分以及尺寸表.docx
第10章 联接.ppt第10章 联接.ppt
机械设计基础第五版第10章连接.ppt机械设计基础第五版第10章连接.ppt
塞规卡规设计.ppt塞规卡规设计.ppt
《机械设计基础》7螺纹连接.ppt《机械设计基础》7螺纹连接.ppt
第9章 螺纹结合的精度设计与检测.ppt第9章 螺纹结合的精度设计与检测.ppt
第5章螺纹联接和螺旋传动机械设计课件1.ppt第5章螺纹联接和螺旋传动机械设计课件1.ppt
《机械基础教案》(劳人版第六版).docx《机械基础教案》(劳人版第六版).docx
机械原理与机械设计第十四章螺纹连接.ppt机械原理与机械设计第十四章螺纹连接.ppt
各种管螺纹区分以及尺寸表.docx各种管螺纹区分以及尺寸表.docx
第10章 联接.ppt第10章 联接.ppt
机械设计基础第五版第10章连接.ppt机械设计基础第五版第10章连接.ppt
塞规卡规设计.ppt塞规卡规设计.ppt
《机械设计基础》7螺纹连接.ppt《机械设计基础》7螺纹连接.ppt

链接地址:https://www.desk33.com/p-16799.html