
 焊接结构生产课程设计任务书及要求.docx
焊接结构生产课程设计任务书及要求.docx
《焊接结构生产课程设计任务书及要求.docx》由会员分享,可在线阅读,更多相关《焊接结构生产课程设计任务书及要求.docx(11页珍藏版)》请在课桌文档上搜索。
1、 焊接结构生产课程设计任务书及要求姓 名题 目具体内容备注焊接0931(1-20号)低合金高强压力容器(缓冲罐)的焊接生产(1)封头、接管,单号(2)筒体,双号 材质16MnR焊接0931(21-31),0932(1-10)耐热钢压力容器(加热器)的焊接生产(1) 封头、接管单号(2) 筒体,双号材质15CrMoR焊接0932(11-31)不锈钢压力容器(闪蒸罐)的焊接生产(1)封头、接管单号(2)筒体,双号材质0Cr18Ni9课程设计说明书要求1) 写出课程设计的基本步骤及方案;2) 简单说明焊接结构(压力容器)的基本构造和工作原理,并绘制相应的装配图(用A3纸单独画出);3) 设计相关部件
2、的焊接工艺流程,并编写相应的焊接工艺规程和焊接工艺卡; 4) 设计者的心得体会。课程设计参考资料压力容器安全检测规程 GB150-1998JB 4708-2000钢制压力容器焊接工艺评定焊接结构生产,邓红军主编,北京:机械工业出版社,2004.1实用压力容器焊工读本,孙景荣主编,北京,化学工业出版社,2007.1焊接结构, 田锡唐, 北京:机械工业出版社,1996.10焊接结构生产及装备,周浩森, 北京:机械工业出版社,1999.10焊接机构生产工艺 C.A.库尔金等, 北京:机械工业出版社,1995.7课程设计的基本要求熟悉焊接结构(压力容器)的结构特点,了解焊接结构(压力容器)各部分的运行
3、状态、结构特点以及影响制造工艺的因素并能按实际情况具体制定相应的工艺流程卡和工艺卡(具体要求见附录)。具体要求:1) 要充分认识课程设计对培养自己的重要性,认真做好设计前的各项准备工作;2) 既要虚心接受老师的指导,又要充分发挥主观能动性。结合课题,独立思考,努力钻研,勤于实践,勇于创新;3)独立按时完成规定的工作任务,不得弄虚作假,不准抄袭他人内容,否则成绩以不及格计;4)无论在校外、校内,都要严格遵守学校和所在单位的学习和劳动纪律、规章制度,学生有事离校必须请假。课程设计期间,无故缺席按旷课处理;缺席时间达四分之一以上者,其成绩按不及格处理;5) 在设计过程中,要严格要求自己,树立严肃、严
4、密、严谨的科学态度;6) 认真阅读设计任务书,保质保量地完成任务书的规定的工作。7) 焊接结构装配图用A1纸绘制或打印,必须符合国家有关标准的规定。8) 小组成员之间,分工明确,但要保持联系畅通,密切合作,培养良好的互相帮助和团队协作精神;9) 每组合作完成一套焊接结构(压力容器)的整体装配图,将压力容器根据结构划分成筒 体、封头、接管三部分,每个同学独立完成其中的一部分,并根据自己的课题设计相应的焊接工艺规程和焊接工艺卡;10)编写课程设计说明书,说明书要求文字通顺,简练。不少于5000字。四、课程设计的基本步骤1) 选题与搜集资料:根据分组,选择课题,在小组内进行分工,进行系统调查,搜集资
5、料;2) 分析设计、画装配图:根据搜集的资料,进行分析,了解焊接结构(压力容器)的基本构造和工作原理,并绘制压力容器装配图;3) 制定焊接工艺:制定相关部件的制造工艺流程,并对其中的焊接部件编写相应的焊接工艺规程卡和焊接工艺卡。4) 验收与评分:指导教师对每个小组选定的课题(焊接结构),及每个成员设计的焊接工艺及工艺规程,结合课程设计说明书,根据课程设计成绩的评定方法,评出成绩。五、课程设计说明书要求1) 写出课程设计的基本步骤及方案;2) 简单说明焊接结构(压力容器)的基本构造和工作原理,并绘制相应的装配图(用A3纸单独画出);3) 设计相关部件的焊接工艺流程,并编写相应的焊接工艺规程和焊接
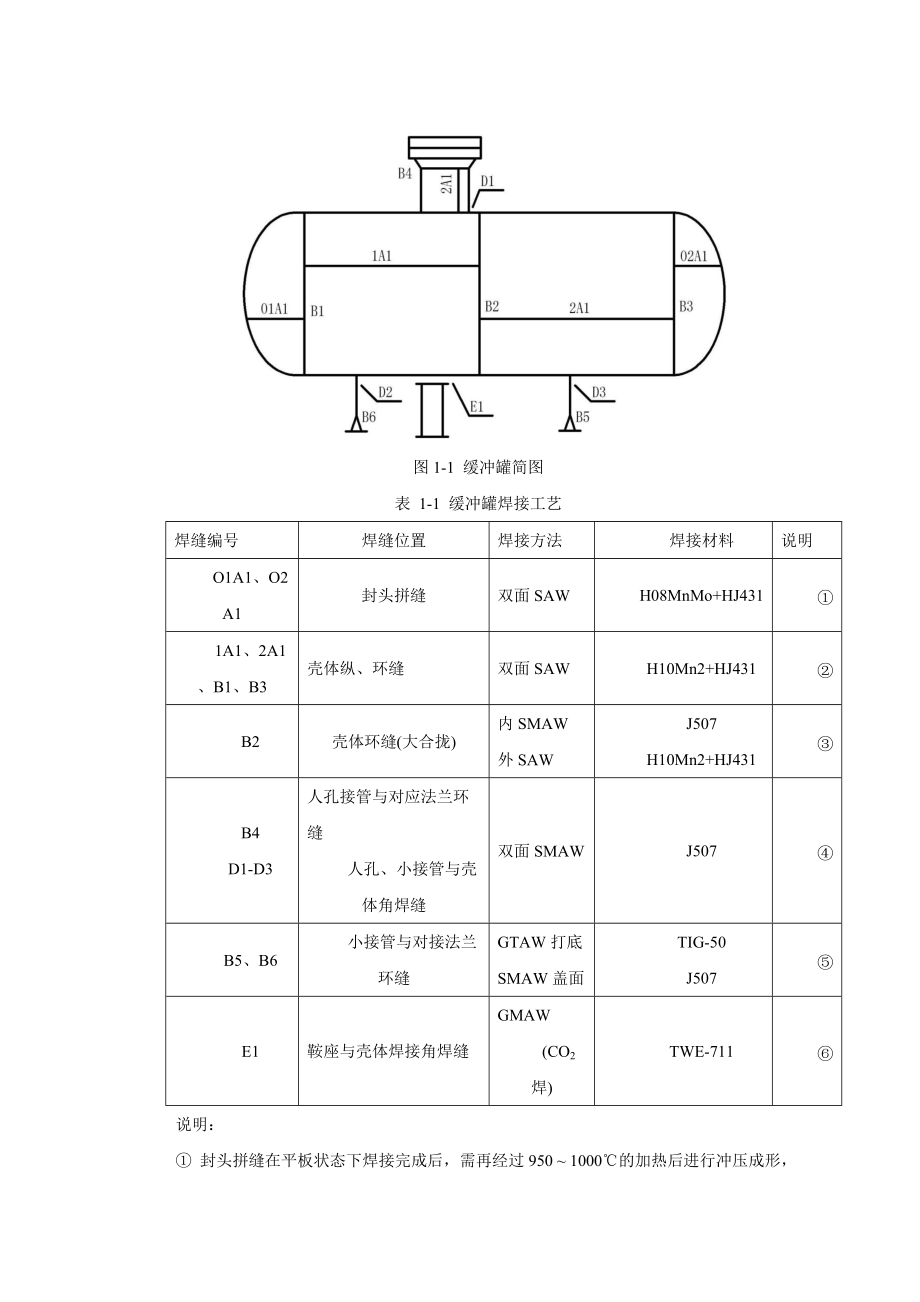
6、工艺卡; 4) 设计者的心得体会。一、 低合金高强钢压力容器焊接实例直径为2000mm,壁厚为32mm的缓冲罐(图1-1),壳体材质为16MnR,其主要承压焊缝的焊接工艺见表11-1。图1-1 缓冲罐简图表 1-1 缓冲罐焊接工艺焊缝编号焊缝位置焊接方法焊接材料说明O1A1、O2A1封头拼缝双面SAWH08MnMo+HJ4311A1、2A1、B1、B3壳体纵、环缝双面SAWH10Mn2+HJ431B2壳体环缝(大合拢)内SMAW外SAWJ507H10Mn2+HJ431B4D1-D3人孔接管与对应法兰环缝人孔、小接管与壳体角焊缝双面SMAWJ507B5、B6小接管与对接法兰环缝GTAW打底SMA
7、W盖面TIG-50J507E1鞍座与壳体焊接角焊缝GMAW(CO2焊)TWE-711说明: 封头拼缝在平板状态下焊接完成后,需再经过950 1000的加热后进行冲压成形,故拼缝要经过Ac3以上温度的加热,焊缝的力学性能不仅取决于化学成分,而且和焊缝的组织状态有很大关系。虽然焊缝的含碳量要比母材低很多,但由于焊接是一个局部加热过程,冷却速度很大,因此焊缝呈现为一种柱状晶的特殊的过饱和铸造组织,其中少量的马氏体主要靠碳的固溶强化存在,而低碳马氏体的亚结构存在许多位错,过饱和的固溶的碳就聚集在位错周围,起着钉扎位错的作用,使位错难于运动,马氏体便不易变形而呈现强化焊缝的作用。经过Ac3以上的温度加热
8、后,焊缝组织从柱状晶变成了等轴晶,打破了原来的亚结构状态,使过饱和程度降低,其碳的固溶强化作用也随之降低了,所以势必焊缝强度降低。为了弥补上述情况造成的焊缝强度降低,只有调整焊缝的化学成分,使用合金元素更多一些的、强度高一档的焊丝来焊接热压封头拼缝。 壳体纵、环缝焊接条件好,考虑到板厚因素,从提高效率、保证焊接质量出发,选用双面埋弧焊,焊丝啊等强度原则选用。 设备大合拢焊缝,考虑到设备因素,内焊缝采用埋弧焊较困难,故内侧采用焊条电弧焊、外侧采用碳弧气刨清根后再进行外环缝埋弧焊。B2焊缝据人孔较近,故将其为大合拢焊缝。 人孔接管与人孔法兰环缝,由于人孔直径较大,故采用焊条电弧焊进行双面焊。 对于
9、人孔、小接管与壳体角焊缝,鉴于此部位焊缝形状和焊接条件,一般选用焊条电弧焊进行双面焊。 对于小直径接管环缝,由于只能单面焊,又要保证质量,选用TIG焊打底是保证焊缝质量最有效的方法。TIG-50为焊材牌号,其焊材型号为ER70S-G (AWS A5.18)。 鞍座与壳体焊接角焊缝属非承压焊缝,采用熔化极气体保护焊(保护气体为纯CO2),效率高,焊缝成形好。TWE-711为焊材牌号,其焊材型号为E71T-1(AWS A5.20)。二、 耐热钢钢压力容器焊接实例直径为500mm,壳程壁厚为30mm,管程壁厚为16mm的加热器(图2-3),壳体材质为15CrMoR,其主要承压焊缝的焊接工艺见表2-2
10、。图2-3 加热器简图表 2-2 加热器焊接工艺焊缝编号焊缝位置焊接方法焊接材料说明3A1、4A1、B6B2-B5、B7B8、B9管程筒体纵、环缝壳程、管程筒体与管板环缝接管与对接法兰环缝GTAW打底SMAW盖面H13CrMoAR3071A1、2A1、B1、B4管程筒体纵缝管程筒体与法兰环缝SMAWR307D1-D6接管、整体法兰与法兰盖、管板、壳体角焊缝SMAWR307D7换热管与管板角焊缝GTAW(自动)H08CrMoAE1耳座与壳体角焊缝GMAW(CO2焊)TWE-811B2说明: 壳程筒体直径较小,焊工无法钻入筒体内焊接,故壳程筒体纵、环缝只能从外侧施焊。同样,由于该设备结构方面的原因


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 结构 生产 课程设计 任务书 要求
 课桌文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
课桌文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 焊工国家职业资格标准.docx焊工国家职业资格标准.docx
2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-上(单选题汇总).docx2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-上(单选题汇总).docx
中等职业技术学院焊接加工专业专业人才培养方案.docx中等职业技术学院焊接加工专业专业人才培养方案.docx
钢结构高层建筑施工..ppt钢结构高层建筑施工..ppt
钢结构的焊缝连接.ppt钢结构的焊缝连接.ppt
焊工技师高级技师教学大纲和课时计划安排.docx焊工技师高级技师教学大纲和课时计划安排.docx
2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-下(判断题汇总).docx2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-下(判断题汇总).docx
焊接变位机械讲义.ppt焊接变位机械讲义.ppt
2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-中(多选题汇总).docx2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-中(多选题汇总).docx
焊工国家职业资格标准.docx焊工国家职业资格标准.docx
2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-上(单选题汇总).docx2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-上(单选题汇总).docx
中等职业技术学院焊接加工专业专业人才培养方案.docx中等职业技术学院焊接加工专业专业人才培养方案.docx
钢结构高层建筑施工..ppt钢结构高层建筑施工..ppt
钢结构的焊缝连接.ppt钢结构的焊缝连接.ppt
焊工技师高级技师教学大纲和课时计划安排.docx焊工技师高级技师教学大纲和课时计划安排.docx
2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-下(判断题汇总).docx2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-下(判断题汇总).docx
焊接变位机械讲义.ppt焊接变位机械讲义.ppt
2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-中(多选题汇总).docx2024年职业院校技能大赛中职组(焊接技术赛项)考试题库-中(多选题汇总).docx

链接地址:https://www.desk33.com/p-20195.html