
 7_工艺管道无损检测X射线工艺与方案.doc
7_工艺管道无损检测X射线工艺与方案.doc
《7_工艺管道无损检测X射线工艺与方案.doc》由会员分享,可在线阅读,更多相关《7_工艺管道无损检测X射线工艺与方案.doc(9页珍藏版)》请在课桌文档上搜索。
1、 . 1适用范围1适用范围本标准规定了工艺管道金属熔化焊焊接接头射线照相的施工要求、施工方法和质量控制标准。本标准适用于金属材料板和管的熔化焊焊接接头。2 引用标准 无损检测人员资格鉴定与认证 GB/T9445-1999 工业X射线探伤放射卫生防护标准 GB163571996 电离辐射防护与辐射源安全基本标准 GB18871-2002 线型像质计 JB/T7902-1999 金属溶化焊接接头射线照相 GB/T3323-2005 承压设备无损检测 第二部分:通用要求 JB/T4730.2-2005 现场设备、工业管道焊接工程施工及验收规 GB/T50236-20113 术语3.1 透照厚度:射线
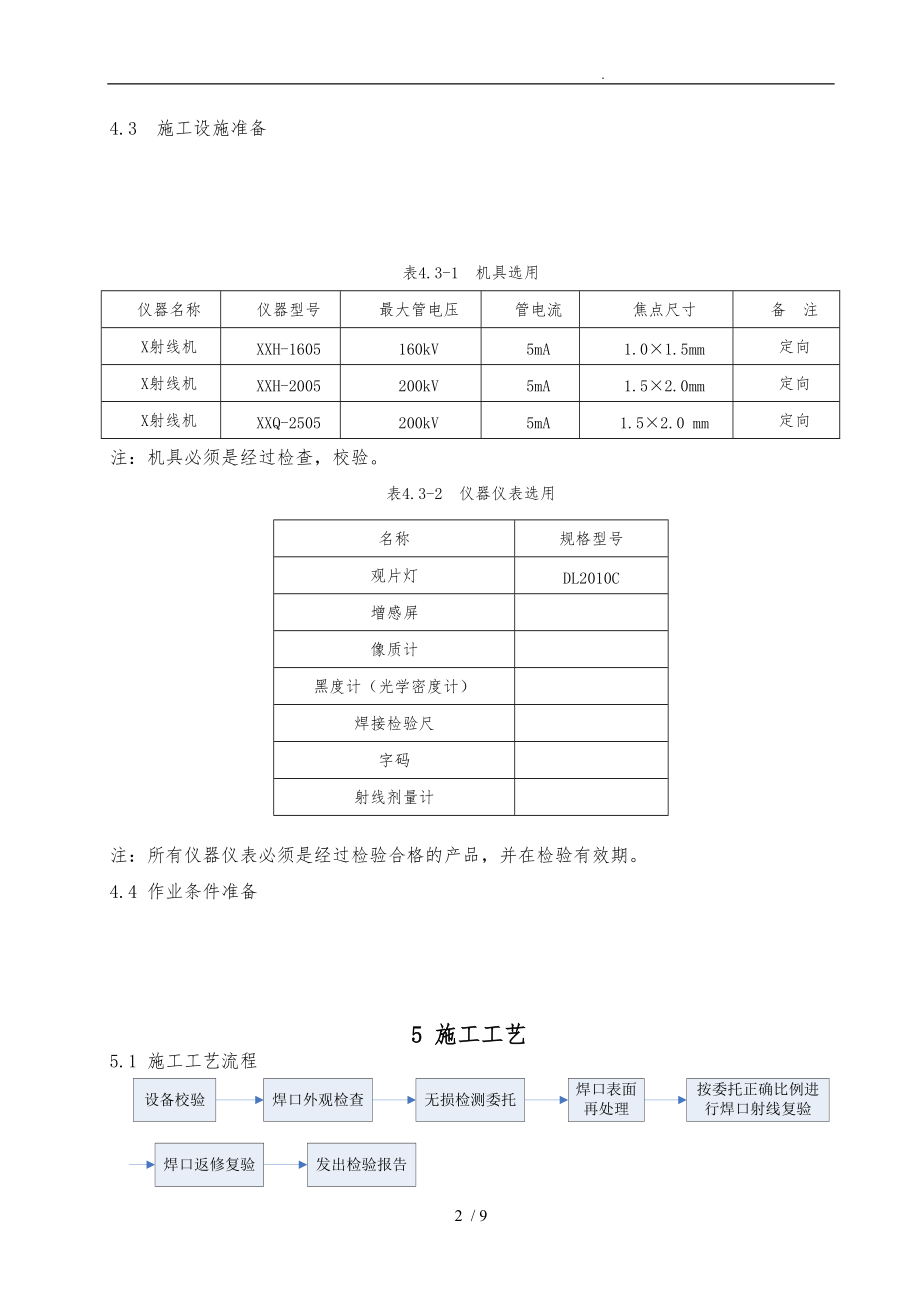
2、透照方向上的母材工程厚度。3.2 工件胶片的距离:沿射线束中心线测出的射线源侧被检工件表面至胶片间的距离。3.3 射线源胶片距离:沿射线束中心线测出的射线源至胶片的距离。3.4 射线源工件距离:沿射线束中心线测出的射线源至射线源侧被检工件表面间的距离。4施工准备4.1 技术准备级或级资格。级人员应在级或级人员的指导下进行相应的探伤操作和记录。级或级人员有权对检测结果进行评定并签发检测报告。4.2 物资准备型、AGFA-C7等。4.3 施工设施准备表4.3-1 机具选用 仪器名称仪器型号最大管电压管电流焦点尺寸备 注X射线机XXH-1605160kV5mA1.01.5mm定向X射线机XXH-20
3、05200kV5mA1.52.0mm定向X射线机XXQ-2505200kV5mA1.52.0 mm定向注:机具必须是经过检查,校验。表4.3-2 仪器仪表选用名称规格型号观片灯DL2010C增感屏像质计黑度计(光学密度计)焊接检验尺字码射线剂量计注:所有仪器仪表必须是经过检验合格的产品,并在检验有效期。4.4 作业条件准备5 施工工艺5.1 施工工艺流程5.2操作要求工件表面状态焊缝及热影响区的表面质量(包括余高高度)应经外观检查合格,表面的不规则状态在底片上的图象应不掩盖焊缝中的缺陷或与之相混淆,否则应进行修正。胶片、增感屏的选用1 应使用锅炉压力容器安全监察机构监制认可的胶片,或性能符合要
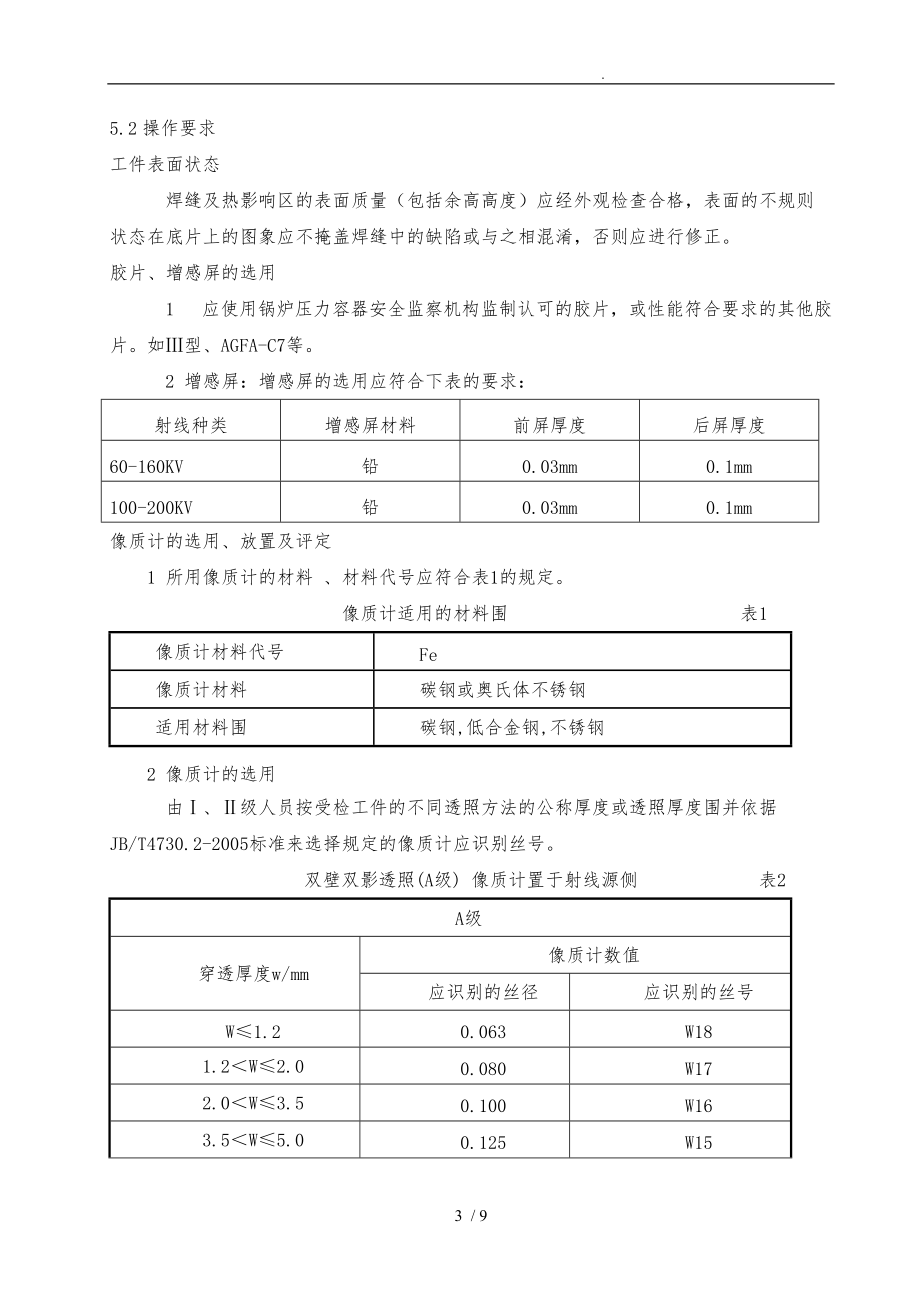
4、求的其他胶片。如型、AGFA-C7等。2 增感屏:增感屏的选用应符合下表的要求:射线种类增感屏材料前屏厚度后屏厚度60-160KV铅0.03mm0.1mm100-200KV铅0.03mm0.1mm像质计的选用、放置及评定1 所用像质计的材料 、材料代号应符合表1的规定。像质计适用的材料围 表1像质计材料代号Fe像质计材料碳钢或奥氏体不锈钢适用材料围碳钢,低合金钢,不锈钢2 像质计的选用由、级人员按受检工件的不同透照方法的公称厚度或透照厚度围并依据JB/T4730.2-2005标准来选择规定的像质计应识别丝号。 双壁双影透照(A级) 像质计置于射线源侧 表2A级穿透厚度w/mm像质计数值应识别的
5、丝径应识别的丝号W1.20.063W181.2W2.00.080W172.0W3.50.100W163.5W5.00.125W155.0W7.00.16W147.0W120.20W1312W180.25W1218W300.32W11双壁单影透照或双壁双影(A级) 像质计置于胶片侧 表3A级穿透厚度w/mm像质计数值应识别的丝径应识别的丝号W1.20.063W181.2W2.00.080W172.0W3.50.100W163.5W5.00.125W155.0W100.16W1410W150.20W1315W220.25W1222W380.32W113 像质计的放置1) 使用线型像质计时,细丝应垂


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工艺 管道 无损 检测 射线 方案
 课桌文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
课桌文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 CCTV管道内窥检测在管道无损检测中的应用.docxCCTV管道内窥检测在管道无损检测中的应用.docx
压力管道设计.ppt压力管道设计.ppt
无损检测及其新技术.docx无损检测及其新技术.docx
PM-07-00-04 惠州炼化二期项目组无损检测质量管理实施细则2015.11.25收到.docxPM-07-00-04 惠州炼化二期项目组无损检测质量管理实施细则2015.11.25收到.docx
西瓜无损检测方法.ppt西瓜无损检测方法.ppt
超声波探伤论文-超声波探伤毕业设计正稿.doc超声波探伤论文-超声波探伤毕业设计正稿.doc
TSG_D0001-2009 压力管道安全监察规程-工业管道.docxTSG_D0001-2009 压力管道安全监察规程-工业管道.docx
浅述现代混凝土检测手段及方法.docx浅述现代混凝土检测手段及方法.docx
建设项目无损检测质量管理办法.docx建设项目无损检测质量管理办法.docx
压力管道安装许可规则.ppt压力管道安装许可规则.ppt
CCTV管道内窥检测在管道无损检测中的应用.docxCCTV管道内窥检测在管道无损检测中的应用.docx
压力管道设计.ppt压力管道设计.ppt
无损检测及其新技术.docx无损检测及其新技术.docx
PM-07-00-04 惠州炼化二期项目组无损检测质量管理实施细则2015.11.25收到.docxPM-07-00-04 惠州炼化二期项目组无损检测质量管理实施细则2015.11.25收到.docx
西瓜无损检测方法.ppt西瓜无损检测方法.ppt
超声波探伤论文-超声波探伤毕业设计正稿.doc超声波探伤论文-超声波探伤毕业设计正稿.doc
TSG_D0001-2009 压力管道安全监察规程-工业管道.docxTSG_D0001-2009 压力管道安全监察规程-工业管道.docx
浅述现代混凝土检测手段及方法.docx浅述现代混凝土检测手段及方法.docx
建设项目无损检测质量管理办法.docx建设项目无损检测质量管理办法.docx
压力管道安装许可规则.ppt压力管道安装许可规则.ppt

链接地址:https://www.desk33.com/p-20971.html